







































































































































































































































































































































































по запросу

Как выбрать торцевую насадную фрезу серии MFWN90
С чего начинать подбор
Главный параметр при выборе насадной торцевой фрезы – диаметр хвостовика, он же посадочный размер под оправку станка. У серии MFWN90 доступны три варианта: 22, 27 и 32 мм. От этого размера зависит, какая оправка Вам нужна. Если на станке уже стоит оправка BT или SK под 27 мм – берите фрезу 27 мм.
Второй ключевой параметр – количество зубьев. В серии MFWN90 доступны варианты от 4 до 7 зубьев. Четырёхзубые фрезы дают больший зазор для схода стружки – удобно на черновых проходах по материалам с длинной стружкой. Семизубые варианты используют при получистовом фрезеровании плоскостей, когда нужна высокая подача на оборот при небольших припусках.
Для крепления фрезы на оправке нужны оправки под насадные фрезы. Посмотрите подходящую оснастку в разделе патроны и оправки для станков.
Когда нужна фреза с углом 90°
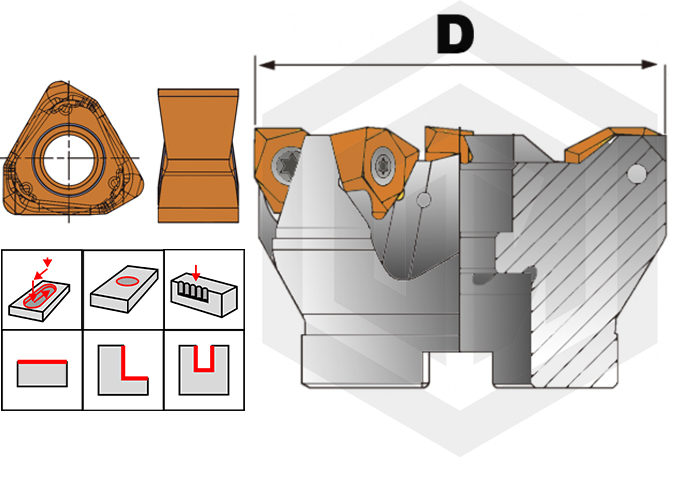
Угол в плане 90° – это про уступы. Если Вам нужно фрезеровать ступеньку с вертикальной стенкой без клона, MFWN90 справится там, где фреза под 45° оставит фаску. Типовые задачи: подготовка баз, фрезерование посадочных мест, выборка прямоугольных карманов.
Максимальная глубина резания у серии – 8 мм. Это значит, что за один проход можно снять уступ до 8 мм по высоте. Для большей глубины придётся делать несколько проходов или переходить на другой инструмент.
Если Вам нужна фреза с другим углом – посмотрите соседние разделы:
- Фрезы 45° для плоскостей и фасок – снимают фаску одновременно с фрезерованием, меньше осевая нагрузка на шпиндель
- Фрезы 60° для плоскостей и фасок – промежуточный вариант по нагрузке и форме уступа
Все насадные торцевые фрезы собраны в разделе фрезы торцевые насадные.
Что проверить перед покупкой
| Параметр | Что проверять | Зачем это нужно |
| Диаметр хвостовика (DCONMS) | 22, 27 или 32 мм – должен совпадать с посадкой оправки | Без совпадения фреза просто не встанет на станок |
| Количество зубьев (NOF) | 4–7 в зависимости от операции | Влияет на подачу, нагрузку и качество поверхности |
| Глубина резания (APMX) | До 8 мм за проход | Определяет, сколько металла снимается за один проход |
| Назначение | Плоскости, уступы, пазы | Угол 90° обязателен для чистой вертикальной стенки |
| Сменные пластины | Наличие подходящих пластин MFWN под серию | Замена пластины дешевле замены корпуса фрезы |
Насадная торцевая фреза MFWN90 – рабочий инструмент для тех, кто регулярно фрезерует плоскости и прямые уступы на горизонтальных и вертикальных обрабатывающих центрах. Сменные пластины снижают затраты на инструмент. Запасные пластины для фрезерования можно подобрать в разделе сменные фрезерные пластины.
Часто задаваемые вопросы
Для чего нужна торцевая насадная фреза MFWN90?
Для фрезерования плоских поверхностей, прямых уступов и пазов на металлических заготовках. Угол 90° позволяет получить вертикальную стенку уступа без скоса. Крепится на оправку станка через посадочное отверстие.
Чем торцевая насадная фреза отличается от концевой?
Насадная фреза не имеет собственного хвостовика – она надевается на оправку. За счёт этого диаметр инструмента может быть значительно больше, а жёсткость системы крепления выше. Концевая фреза зажимается в цанговый или тепловой патрон и лучше подходит для узких пазов и контурной обработки.
Когда стоит выбрать фрезу с углом 90°, а не 45°?
Если нужен чёткий прямой угол между горизонтальной плоскостью и вертикальной стенкой – только 90°. Фреза 45° одновременно снимает фаску, что удобно при черновой подготовке, но не даёт перпендикулярного уступа.
На что обратить внимание при работе с насадной фрезой?
Проверяйте состояние оправки и посадочного отверстия перед установкой – биение увеличивает износ пластин. Глубина резания в серии MFWN90 ограничена 8 мм за проход: превышение ведёт к сколу пластины. Не забывайте о подаче СОЖ при обработке вязких сталей.
Как правильно подобрать количество зубьев фрезы?
На черновых операциях выбирайте 4–5 зубьев: стружка лучше выходит из зоны резания. На получистовых проходах 6–7 зубьев дают более высокую подачу на оборот и лучшее качество поверхности при меньшем съёме за проход.
